电刷是发电机转动部分和固定部分导电的过渡部件,它在工作中不仅有负载电流通过,还与滑环或换向器表面直接摩擦。为此,在机械、电气和安装等方面,都可能产生故障。
弹簧压力是随着电刷的磨损而逐渐减弱的,电刷磨损超过一定限度,而弹簧压力尚能调整,就调整弹簧的压力予以补偿,否则只能更换电刷。在一般情况下,电刷磨损超过60%就要更换。在极限使用情况下,也不允许埋在电刷中的软铜线端子被磨损到外露程度。如果更换新电刷,首先要查明新电刷的牌号和尺寸,尺寸稍大可以加工,牌号相差过大,则不能勉强使用。还要检查电刷的软铜线是否完整和牢固。铜线被折断的股数超过总数的1/3时,应予更换。
电刷软铜线的链接端有松动甚至完全松开等毛病时,应予修理。软铜线和电刷的连接有如下几种方法。
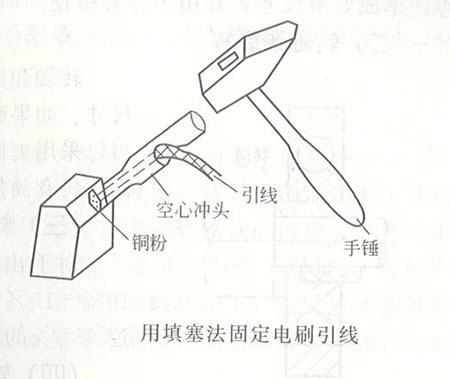
(一)填塞法
这种方法因加工方便,现场采用较为广泛。首先在电刷上钻一个锥形孔或螺钉孔,孔径较铜线直径较大一些。把铜线穿入空心冲头,当空心冲头进入电刷孔时,铜线也被带入。再用0.2~0.3kg的小手锤敲打冲头,把铜线压在电刷的孔底,将冲头退出孔外,电刷孔和铜线间留有空隙,将可塑性好的铅粉或铜粉注入用手锤打实填满电刷孔即可。
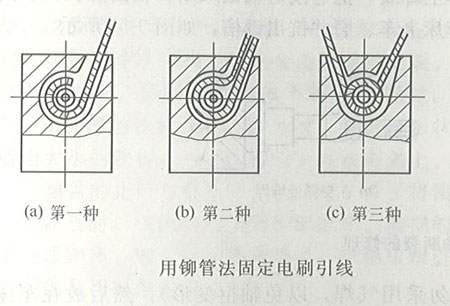
(二)铆管法
将电刷的头部钻一个埋头孔,穿入一配配合稍紧的紫铜管,将伸出的管头部埋在电刷上层大孔内,也可以把引线用铜焊或锡焊后锉平埋入孔里,把紫铜管两端伸出部分扩大的边缘反过来,就成为一个空心的紫铜管铆钉。利用铆钉垫上铜垫圈,把引线铆在电刷上,引线引出方式如下图。
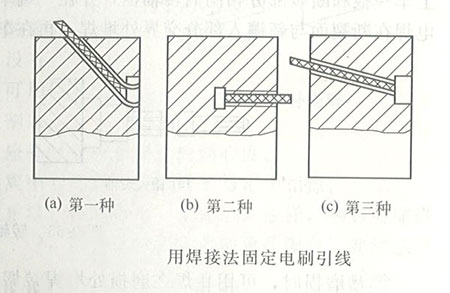
(三)焊接法
通过电刷很薄或端平面不超过100?时,若采用填塞法和铆管法很容易把电刷胀裂,这时可采用焊接法。在电刷引入孔的另一端钻一个直径较大的线孔,并镀上铜层。把引线头擦干净,穿入刷空,盘绕在线孔中。